
Problem description
Robotic automation is one of the key technologies in today's manufacturing industry. It allows us to build large volumes of products in an automated fashion with a good product economy, high-quality repeatability as well as a reduction of human exposure to hazardous environments. However, their development and deployment require substantial investment therefore, they are less common in the low volume production systems as the investment in their development and implementation would not have a positive impact on unit economics despite the potential increase in quality and reduction of workforce.
When planning a robotic production system for small-volume preproduction runs with multiple assembly stages using different applications, a problem occurred where the investment in multiple robotic cells (one for each application/assembly step) was not economically viable. Each step required a dedicated cell equipped with applications for a particular assembly step, and due to a small production volume, each of the cells was poorly utilised.
For some production systems, this problem can be addressed with a unified robotic cell which is a product-agnostic production system which allows us to process different products as well as different production steps of these products in one cell. Its flexibility is limited to the applications (joining technology) that the cell supports and the working volume that is available (the product dimensions must fit the cell work volume).
Despite its process flexibility, the unified cell is still a production system that requires a level of investment that might not be the best suited for scenarios where one wants to produce short production runs of products that don’t share common applications (e.g. joining equipment) therefore require reconfiguration of its applications for every production run.
These applications are traditionally “hard-wired” into the production system and can not be changed without modification to the electric circuitry and redeployment of control software. The integrated application approach does not allow for autonomous reconfiguration of the applications, even if the control systems allow it. The implication is the mechanical (manual) intervention needed to replace the application's hardware components.
To address this problem, we need a production system that can be reconfigured with multiple process capabilities while reusing as much equipment as possible to allow good utilisation of investment-heavy resources while meeting the machine safety directives and technical requirements.
Solution concept description
When looking at a production system such as a robotic cell or a production line, it can be observed that their configurations have some commonalities despite their differences in complexity and process capabilities. They all consist of the “same” building blocks. These building blocks can be grouped into two main groups. Equipment that is directly connected to the product (e.g. vehicle, appliance) or a production process (e.g. welding, bolting, glueing) and equipment that is agnostic to the product and process (e.g. robot, safety fence, AMR).
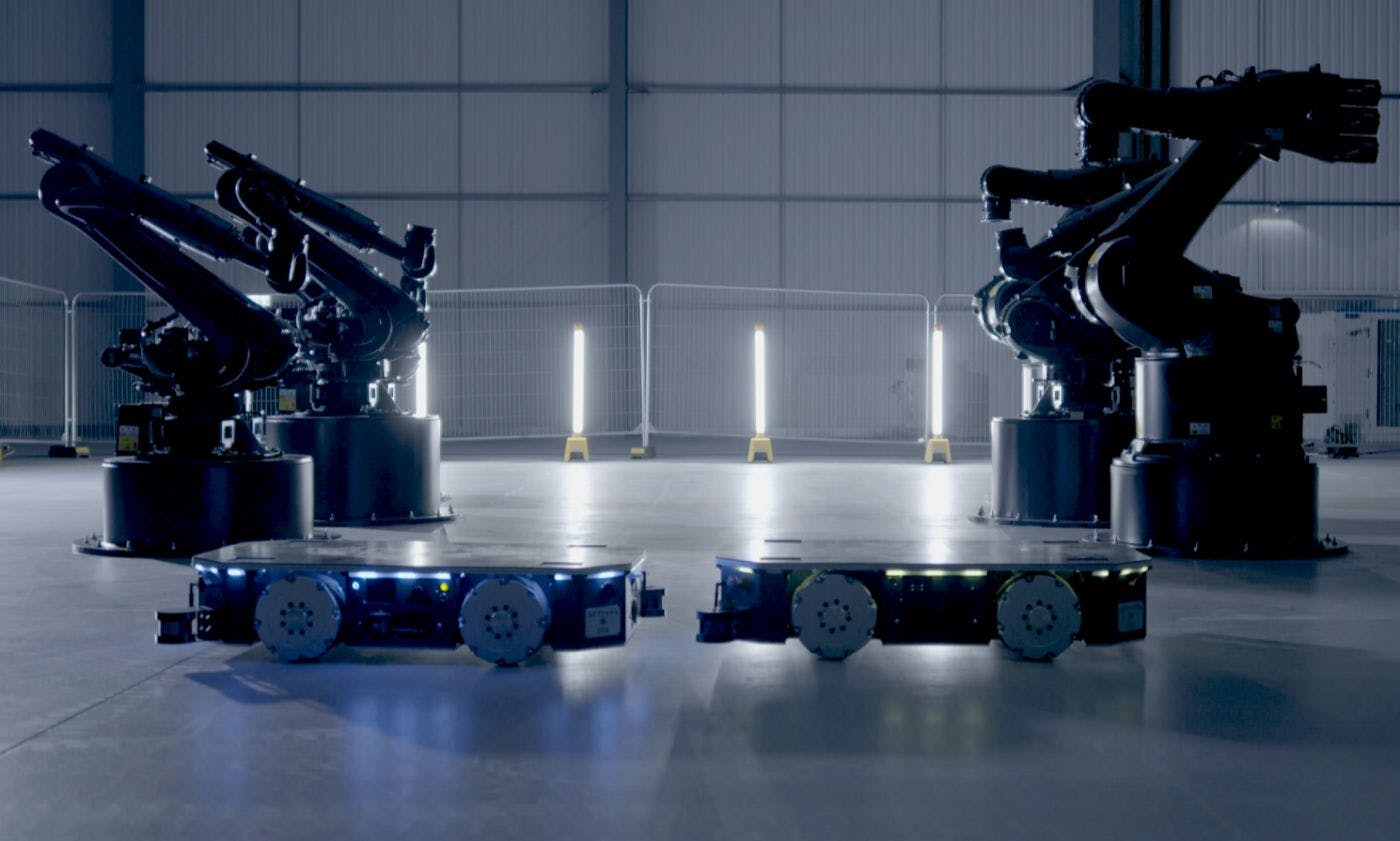
The proposed solution is to remove all process and product-related components from the production system and arrange the agnostic equipment in a way that can accept any process or product that fits its working envelope (work volume, payload, safety). This design approach resulted in a cell that consists of an industrial robot in the centre of the cell with multiple process module bays arranged in the robot's working envelope. The design of the safety system provides maximum flexibility for the delivery of various sizes of objects. The delivery of the process modules and material is executed with autonomous mobile robots. Each process module can be “plugged” into factory services by a robot without human intervention. This results in a cell that can be autonomously reconfigured.


The cell process can be split into the Configuration process and the Production process. The configuration process is a process in which the cell gets enriched with the applications (e.g. bolting, adhesive) that give the cell the capability to perform some joining and assembly operations. The Production process is a process in which the applications are being used for the assembly, manufacturing, testing and inspection of products as well as logistics operations for material delivery and collection of completed/processed parts and assemblies.
Process modules require power and communications for their operation and control. For their function, factory services are routed to the centre of the cell to the Robot module, from where they are distributed to all four process module connection points. The connection of the modules is executed autonomously using the robot.


Services can be routed to the Robot module above the concrete slab to avoid civil works and modifications of the concrete slab, or they can be routed under the concrete slab to the centre of the plinth from where they are distributed to all 4 connectors (not all four have to be in use) and the robot assembly.


The image shows under (left) and over (right) ground-routed services. The overground solution poses some limitations for mobile robots and prevents them from freely moving between process modules separated by the services trunking. The underground solution allows for free mobile robot flow. However, it requires more investment and is less flexible for future modification of facilities layout. Due to its adaptability, the cell was named an Adaptive cell.
Robot module
At the cell's core is a Robot module assembly consisting of the robot assembly, robot plinth, module connectors, and locating tags for AMRs (autonomous mobile robots). The intention of the Robot module is to have a central unit that can distribute and autonomously connect factory services to any process modules providing the power and communications required for their operation.


The Robot Module comprises a medium payload industrial robot (3) (e.g. KUKA KR210-R2900-2) equipped with communications and pneumatic modules on its third axis (2). On the sixth axis is a robot attachment (1) with a camera for computer vision applications, a gripper for module connector manipulation and a tool changer for attaching different robot tools and providing air, power and communication connection for the tool. Robot sits on the plinth (6), which serves for mounting localisation tags (5) and module connectors (4) which are arranged in 90-degree intervals. The intention is to have all supporting elements mounted from a common base to minimise the number of elements installed on-site. The robot's interaction points with module connectors can be preprogrammed off-site so that the robot assembly is ready for use without additional commissioning.
For the production solution to accept different applications, a common interface was defined between the services and any process equipment. The connector provides power, air and network connection to any process module in the cell. To allow truly autonomous integration of process modules in the production solution, the connector design is suitable for robot manipulation.


Process and Application modules
Process modules are units that can be autonomously brought in and out of the cell per process requirements. In general, there are two types of modules. Application modules and process modules.
Application modules are applications hardware systems which give the cell capability to perform applications such as adhesive, bolting, and scanning. These modules are product independent. Depending on the size and complexity of the hardware, we can design them for full autonomous integration in the cell or manual integration.


Process modules have product-specific hardware such as fixtures, robots, robot grippers, moulds and bespoke process equipment dedicated to a specific product (e.g. adhesive dispensing, cell tester, press, assembly module). These modules can be split further into active and passive modules.
Active modules are modules that require factory services for their operations.


Active modules must have a standard services connector to allow their function.


A passive module does not require any services to perform its function. An example of such a module is a delivery pallet with part locators. These modules can be used for the delivery of tool changeable robot tools. For the detection of parts on these types of modules, a robot vision is used to avoid the use of sensors for the detection of pats.


Object localisation
Each module is equipped with an AprilTag and a QR code. QR code carries information about module properties so the robot can recognise and confirm that the correct object has been brought into the cell. AprilTag is used for the localisation of the object using computer vision. This allows us to have a bigger tolerance when positioning modules in the robotic cell and avoid using any floor-mounted equipment to position them accurately. However, this does pose some limitations to the amount of horizontal force that we can exert on freely positioned modules, as this may cause them to move and lose position, which may lead to a clash with a robot or an unsuccessful assembly operation. The risk of losing position can be mitigated by adjusting the process or by the mechanical design of the module. To mitigate this by changing the process, we can instruct the robot to recheck the position of the module before every interaction with it. This method is only suitable where the exserted force on the modules deems the movement of the module highly unlikely.


In the first stage of the process (left), the AMR positions the module within +/- 10mm positional accuracy. This is achieved with AMR’s onboard cameras, and AprilTages mounted at the base of the Robot module. After the module is placed in the approximate position, the robot positions itself over the delivered module and starts looking for the AprilTag located in the module. The robot knows where to look for the AprilTag based on the CAD model of the station. The image shows the tags attached to the robot's base, but this does not have to be the case. If the tag is utilised during the production process, it can be placed on any object on the module as long as the robot has a clear view of it.


The localisation of the objects can be achieved by Computer Vision (CV) without any markers. The system compares the image obtained by the vision system with the virtual twin (CAD model) of the interacted object. The solution is the Chamfer Metric Based Optimization algorithm for computer vision, which provides a stable pick&place and inserts operations with sufficient accuracy.




This system can also be used for part detection in case parts are delivered to the Adaptive cell without a delivery module but are resting on top of the AMR and are freely positioned without any fixture fixing their position The approach has some disadvantages when manipulating parts that are unstable by design as they can “roll” in an orientation that does not allow the robot to pick up. However, the approach can drastically reduce the amount of hardware required for parts logistics, for parts and assemblies can be positioned without locating tooling (fixture).
Module retention
For the applications where we expect high forces between the module and the robot, which can not be mitigated by increasing the module's weight, we have to constrain the movement of the module physically. This can be achieved by installing a locating unit to the Robot module that clamps down on a process module and constrains its movement. The locating unit can be manually added or removed from the Robot module. By having the locating unit mounted on the Robot module, we are not adding any floor-mounted equipment, which would permanently hinder the flexibility of the cell. The locating unit can be universal for all modules or can be designed to suit the specific requirements of each module. The locating unit is controlled by the same system that controls the locking of the docking connector.


For active modules, this retention can be executed more flexibly without a mechanical retention system. The unit can be equipped with special feet that act as vacuum cups and an electrical vacuum pump added to the module. In this way, the system does not require additional features to be added to the cell. The vacuum is monitored with a vacuum sensor. If a drop is detected, a module is automatically re-localised to adjust its origin in space.


Cell safety
Adaptive cell safety systems can be executed differently depending on the process flexibility and layout requirements. In principle, three main safety components form a safety system. Safy scanners, light curtains, and safety fence.
Safety scanners are used for the “sides” of the cells where the mobile robots transport the modules between the cell's safety zone and the factory environment. The safety scanners form a Safety portal which creates a virtual door with dimensions that allow the AMR to enter/exit the cell while providing a tight enough boundary to prevent people from entering the cell environment. This safety configuration provides a high level of flexibility for different-sized payloads to be transported through the cell “boundary”.


The Safety portals can be arranged in all desired configurations. On the sides of the cells where there is no planned AMR traffic, a safety fence can be used to reduce the cost and complexity of the safety system.


Safety light curtains are used where the cells are deployed in a cluster configuration. This allows the AMRs to move freely between the cells without travelling outside the cell boundary, which can increase the travel distance and efficiency of the AMR logistics routes. Safety light curtains are positioned at the inner boundaries of Adaptive cells. When all cells in the cluster operate, the safety light curtains are switched off, and the traffic can freely flow between the cell. In case one of the cells becomes inoperational and requires manual intervention, the light curtains create a virtual safety barrier that protects the people working in the cell, and the safety system prevents AMRs from entering the zone that has been shut down for maintenance. In case of the safety light curtain is breached, the cell goes into E-stop condition.


Adaptive cells configurations
Depending on our production requirements and the available floor space, we can arrange the Adaptive cells in various configurations.
They can be arranged as independent units or clustered together to use floorspace and safety equipment better.


They can also be configured in a way that promotes the internal flow of the material and increases the efficiency of the mobile robotics system. These can be used as one production system or independent stations sharing common resources.


The cell design is also scalable internally. If the application requires robot collaboration, we can create a cell with two Robot modules which share a workspace over one Process module. The Process modules can also be configured with a smaller robot that is being tended by a larger robot in the cell.


Mobile robotics
The delivery of the modules, material and logistics between stations in the production process is executed with autonomous mobile robots which can autonomously navigate the factory.


Each module is designed to be compatible with the autonomous mobile robot. The design requirements define the design of WeMo’s mechanical and electrical interface, maximum permitted mass and clearances. All modules used in the Adaptive cell must be equipped with an AMR interface unit which accurately and repeatedly locates the module to an AMR as well as interfaces with the AMRS onboard safety system in case the module is equipped with E-stops.




The feature that allows us to eliminate any floor-mounted equipment for supporting and locating process modules in the cell is WeMo’s integrated lift unit which can lift the transported object from the floor level and drop it off in any location (location must be defined in the layout and mapped). To ensure the safety of the system, the lifter stroke must be long enough to lift the objects about the safety scanner scanning plane to avoid the blindspots in the shadows that are created by the object in the scanning plane of the safety scanners.




Images above show the scanner shadows caused by module feet in the safety scanner’s scanning plane (150mm of the floor level). These objects create blind spots for safety scanners which makes a system unsafe as it cannot detect people in these areas. This issue is resolved with increased lifter stroke, which lifts the objects above the scanning plane and eliminates shadows/blind spots.


When designing the modules, we are constrained by the dimensions of the WeMo. Its outside dimensions and the dimensions of the exclusions zone define the minimum clearance to the nearest object. These dimensions define the minimum distance between the module feet, which derives the minimum distance of the module. Modules can be designed to have one or two directional AMR approaches. With this, we can reduce the minimum size of the module. However, the layout of the Adaptive cell configuration must be considered when making this decision to make sure that the cell configuration allows the AMR to enter underneath the module in the designed direction.




Software implementation
Software that runs the Adaptive cell assembly and configuration process is generated autonomously by different internally developed software packages that streamline the process of generating an assembly sequence code that drives each automated action of the production system. The generation process starts with the generation of the Assembly sequence, which is generated from the mBOM of the product. The sequence is then processed by a motion planner and scheduler, which generates all robot trajectories as a sequential flow of operations. The generation process also generates the Adaptive cell configuration process. The process includes the identification of the process modules required for the processing of a particular assembly stage and the scheduling of their delivery and integration as part of the assembly process.
The generated process is handed over to the Cell operating system (Cell OS), which orchestrates all the production processes and collects data on the status and quality of the process.
The sequence code generation process starts in the Assembly sequence generator software package. To automatically generate an assembly sequence, an mBOM of a manufactured product is uploaded to the generator. Based on the components of the mBOM, the Assembly sequence generator assigns all logistics and assembly operations to each component in the mBOM. Based on the joint/fastener type that is part of the mBOM, the generator assigns the correct joining method and resource to each step in the assembly. The outputted assembly sequence code is then enriched with information about resources that will be tasked with the execution of the assembly process (resources: Cell, robot, Screwdriver, AMR, Gripper…). The final output of the Assembly process generator is a BoP (bill of the process) MetaGraph.


Cell autonomous process
The Adaptive cell was designed with all the features described in the previous chapters to be fully autonomous. Not just in terms of process autonomy but also in the autonomous configuration of technologies required for the process. In theory, this means that we can schedule a production run of a product that requires multiple applications in a single robotic cell.
The production can be scheduled in batches following the assembly stages of the produced product. The Adaptive cell first executes the Configuration process in which the AMRs deliver all applications modules needed for the process into the cell’s process module bays. The robot localises the modules using computer vision and autonomously connects them to the factory services. When connected, the cell controls system (CellOS) checks the readiness of equipment and deploys any process parameters required for the assembly process. With this, the Configuration process of the cell is completed, and the cell is ready for production.
The production procedure consists of the sequential delivery of parts and tools required to complete the assembly stage. The process sequence and data collection is orchestrated by the manufacturing execution system, which handles the Adaptive cell assembly process, collection and deployment of process parameters, messaging service and managing the AMR logistics process.
At the compilation of each assembly stage, modules can be robotically disconnected from factory services and collected by AMRs. When process modules are not in use, they can be sorted in the module magazine. We can think of this module magazine as an Adaptive cell’s toolbox. When an assembly process requires the modules, they can be autonomously delivered and integrated into the cell and decoupled when not required.


Open tasks
- Validation of object localisation using CV in combination with AprilTag and CAD model comparison validation trials. The target is to achieve +/- 1mm positional accuracy.
- Development of the CellOS process generator to include the Configuration process for Adaptive cells. Currently, it only covers the assembly process within a fixed cell configuration.
- Design and validation of autonomous connectivity using robot manipulation of Module connector.
- Design a floor retention system to prevent the movement of the modules during the operation. A special foot design will be created to allow this, and an onboard vacuum unit will be added to the module.
- The current AMR lifer stroke of 100mm is insufficient for the execution of this scenario as it creates blind spots for safety scanners. This can be addressed in two ways:
- WeMo’s lift unit is updated to have a longer 250mm stroke lifter units that fit within WeMo’s current footprint (length, width, height)
- If option one is not feasible, a lifting unit will be designed as an attachment unit. This unit will utilise the existing WeMo interface design to be mechanically and electrically integrated into WeMo’s system.
Summary
As a result, by lessening the complexity of the hardware architecture, we can significantly increase the capabilities and ways of using the equipment that makes it financially efficient even for low-volume tasks. Moreover, the further development of the solution can be mostly in the software part, which is easier, faster and cheaper than hardware R&D. Having "chipset" architecture allows us to start using AI algorithms - a huge prospective.